精度1.5um
包装原装
产地英国
规格OMP40
重量1Kg
分辨率0.001
可售全国
型号40-2
当机床上只安装一种测头时不需要使用M代码。注意:只有测头安装调试时需要检测安装及硬件连接是否正确时才用M代码选择测头。当正常使用宏程序测量时不用手动输人执行M代码选择测头,因为宏程序内部已作了选择处理。
数控机床特点:
1、机床底座选用树脂砂全体铸造,抗震性强,机床变形少,在重切削时仍能坚持机床的精度和安稳性.
2、主轴电机选用变频电机,速度可实时改换.
3、数控机床探头主轴选用闽台高精细主轴,内含3对高精度FAG/NSK精细轴承,特别适合加工高硬度、大切削的零件,主轴直接设备φ160三爪自定芯油压卡盘或其他弹性夹头.
4、机床传动部分选用闽台HIWIN/PMI的高精度P3级滚珠丝杆.
5、换刀系统选用闽台六鑫的液压刀塔,相邻就近换刀时间0.35秒,结束快速高精度接连加工.
6、该机选用日本三菱E60系统,驱动设备结束机床的机电的一体,自动操控.
7、数控机床探头选用方型导轨结构,并经手艺精细铲刮,可接受较大的切削及抗冲击力.
8、尾座选用拖板直动式,尾座中点X、Y、Z方向可调,作业时顶针**入工件前会减速,不会形成中点孔的扩展及**偏.
9、选用形式接料器,能精 确无误的将工件接住并经过输送带输送出机器.

我国制造业传统的机床加工制造模式根深蒂固,变革需要时间。目前,在机床生产中,许多制造企业已经习惯了机床加工的各种加工工序。以数控机床测量为例,他们已经习惯了在数控机床加工前使用坐标测量机等测量设备对机床进行测量。对和位置进行测量和调试,数控机床加工完成后,将工件送质检部。质检部门对工件的宽度、深度、高度、孔径、曲面等几何参数以及工件的精度进行测量。确定数控机床加工的产品符合生产标准。因此,当市场上出现一种能够打破机床生产模式,实现数控机床加工与测量一体化加工的机床附件时,这些制造企业基本持怀疑。

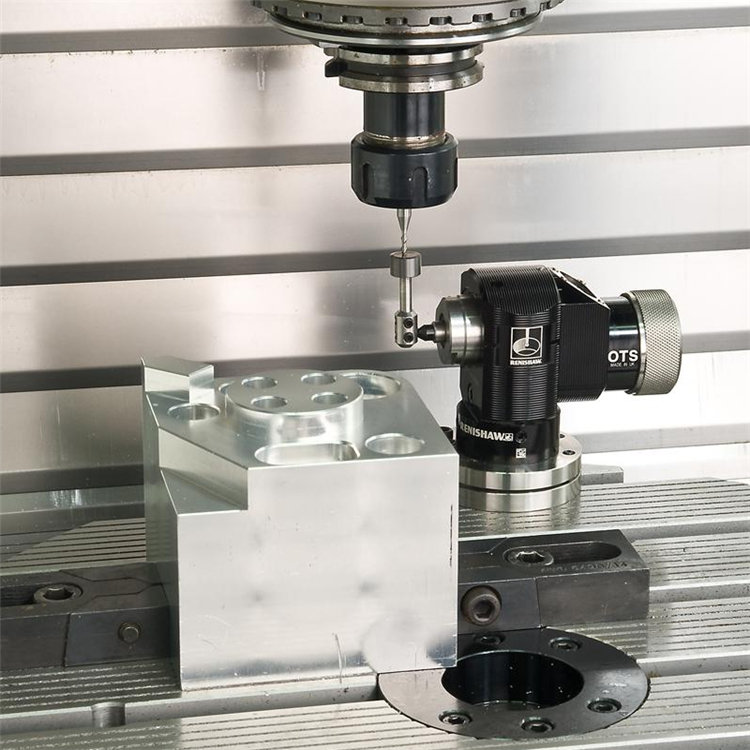
一件测头安装到一台机床上。机床控制系统不了解测头探头的中心偏差值,作用半径值,整个测头的长度值。所以要进行测头的校正,将这些偏差值及测头长度值测量出来,并分别存入系统宏变量和长度偏差表中。测头的校正分为三个步骤:测头探头中心误差校正,测头探头作用半径校正,测头长度校正。前两个探头校正可通过环规进行校正,是测头使用前必须要做的步骤。测头长度的校正相似于把测头看作一把,要测量出这把,相对于标准刀或工件坐标系的长度补偿值。因此不同的加工工件可能有不同的标准刀或工件坐标系,相对同一个具测头就有不同的长度补偿值。

机床测头行业的发展起步较晚。与国外市场相比,机床探针行业的发展起步较晚。这导致了目前的机床探头国家。其他机床测头公司要么是国外的代理商,要么能力低,达不到水平。可以说,从技术层面看,目前国内的技术水平已经制约了我国机床探针行业的发展。
中盛致远(北京)精密仪器有限公司是一家集研发、生产、销售、服务于一体的制造公司。本公司主要产品**全国各地。公司建立建全的现代企业管理制度,形成一支高素质年轻的营销团队;本着“以人为本,诚信经营”为宗旨,一如既往为客户提供可靠的产品,完善的服务。
http://zszybjjm.cn.b2b168.com